Trong dây chuyền sản xuất ô tô, keo dán kính (glass bonding adhesive) đóng vai trò quan trọng để cố định kính chắn gió, kính hông và kính sau vào khung xe. Nếu quy trình thi công không đúng chuẩn, hậu quả có thể là:
-
Kính bung ra khi va chạm, gây nguy hiểm cho hành khách.
-
Giảm tuổi thọ, gây rò rỉ nước/tiếng ồn.
-
Lỗi audit chất lượng từ OEM (Original Equipment Manufacturer).
Để đảm bảo an toàn và độ bền, các nhà máy lắp ráp phải tuân thủ nghiêm ngặt tiêu chuẩn quốc tế như:
I. Tổng quan về glass bonding trong sản xuất ô tô
-
Glass bonding: quá trình dán kính vào thân xe bằng keo chuyên dụng.
-
Khác với keo dán kính dân dụng, keo ô tô cần: chịu lực va đập, kháng thời tiết, bền 10–15 năm, đáp ứng crash test.
-
Ứng dụng: kính chắn gió (windshield), kính sau (backlite), kính hông (sidelite).
Đây là bước bắt buộc trong SOP (Standard Operating Procedure) của mọi dây chuyền OEM/FDI.

II. Các bước chính trong quy trình keo dán kính ô tô
1. Chuẩn bị bề mặt
-
Kính (frit area) được làm sạch bằng dung dịch chuyên dụng, loại bỏ bụi dầu, silicone.
-
Pinchweld (viền khung nơi gắn kính) được cắt gọt lớp PU cũ (cut-back method) để có bề mặt dán đồng đều.
Chú thích: Pinchweld là khu vực kim loại được sơn đen quanh viền kính chắn gió, nơi keo bám vào.
2. Xử lý hoá học
-
Primer/Activator được dùng để tăng độ bám dính:
-
Ví dụ: DuPont BETAPRIME™ dùng cho kim loại trần hoặc khi lớp keo cũ không ổn định.
-
-
Một số hệ primerless-to-glass (không cần primer cho kính) như BETASEAL™ U-418HV giúp tiết kiệm công đoạn, nhưng vẫn cần primer cho pinchweld.

3. Phun keo
-
Dùng robot dispensing hoặc súng phun tự động.
-
Hình dạng bead tam giác (V-notch bead) giúp keo trải đều và đẩy hết không khí.
-
Thông số điển hình: chiều rộng ≥ 2/3 chiều cao để đảm bảo độ phủ.
Chú thích: Bead là đường keo được bơm ra theo hình dạng nhất định.
4. Đặt kính và ghì lực
-
Kính được căn chỉnh chính xác bằng robot hoặc thiết bị hút chân không.
-
Lực ép đều giúp tạo wet-out (dàn trải keo) tối ưu.
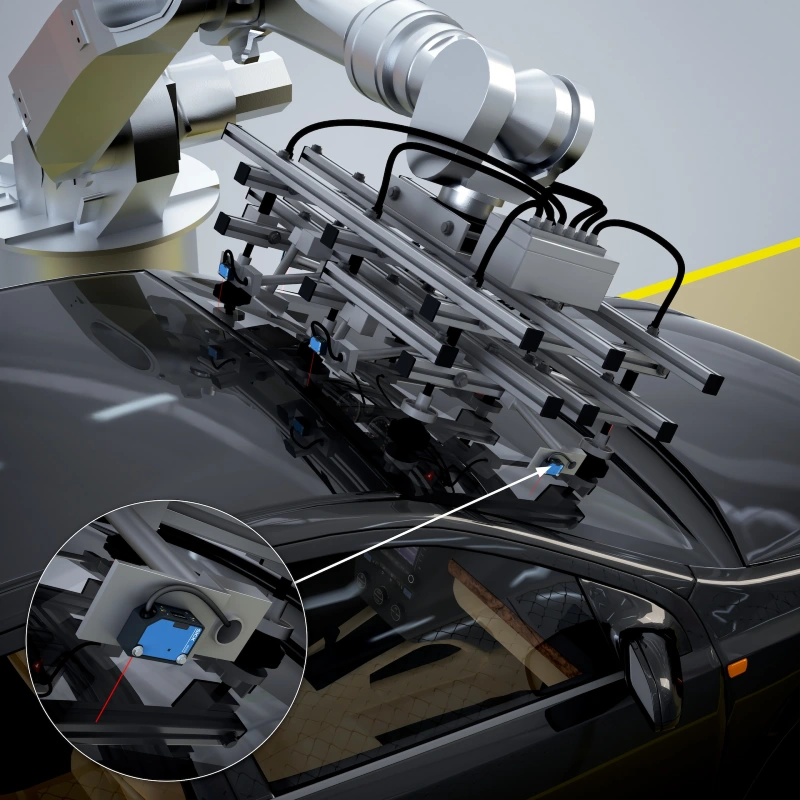
Minh hoạ robot triển khai đặt kính lên xe
5. Đóng rắn & SDAT
-
SDAT (Safe Drive Away Time) = thời gian tối thiểu trước khi xe có thể di chuyển an toàn sau khi dán kính.
-
Phụ thuộc vào: nhiệt độ, độ ẩm, loại keo (PU cure nhanh hơn khi ẩm).
-
Nhà máy cần duy trì kho và môi trường thi công ở điều kiện ổn định (20–30 °C, RH 50–70%).
6. Kiểm định & QA
-
Kiểm tra bead bằng hệ thống camera 3D hoặc laser vision.
-
Thử nghiệm cơ lý: wedge test (kiểm tra độ bám dính), lap shear test (độ bền kéo trượt).
-
NDT (Non-Destructive Testing): ultrasonic hoặc thermography để phát hiện rỗ khí hoặc lỗi bám dính bên trong.
III. Điều kiện môi trường & an toàn lao động
-
PU adhesives chứa isocyanate – bắt buộc tuân thủ quy định REACH về đào tạo diisocyanates.
-
Công nhân phải được huấn luyện, dùng PPE (găng tay nitrile, mặt nạ lọc hơi).
-
Nhà máy cần hệ thống thông gió, giảm VOC, tuân thủ RoHS/REACH.
IV. Lựa chọn hệ keo phù hợp cho OEM/FDI
-
PU (Polyurethane) Adhesive
-
Phổ biến nhất; bền 10–15 năm; SDAT nhanh.
-
-
MS Polymer Adhesive
-
Ít VOC, không chứa isocyanate → an toàn môi trường.
-
-
Epoxy-based Adhesive
-
Bền cao nhưng ít dùng trong mass production vì cure chậm.
-
V. Giải pháp từ AE-TECH
-
Dow / DuPont (BETASEAL™): Giải pháp cao cấp, đạt chuẩn FMVSS & ECE, dùng cho OEM toàn cầu.
-
Huitian (Trung Quốc): Giải pháp chi phí hợp lý cho xe phổ thông, vẫn đáp ứng yêu cầu cơ bản.
VI. Tự động hoá & kiểm soát chất lượng
-
Hệ thống robot dispensing + vision 3D kiểm tra 100% bead theo thời gian thực (Coherix 3D bead inspection).
-
Adaptive Process Control (APC) → tự động điều chỉnh áp suất/phun để đảm bảo bead đồng đều.
-
Dữ liệu truy xuất lot (primer, keo, nhiệt độ, RH, SDAT) → đáp ứng audit IATF 16949.
VII. Những lỗi thường gặp & cách phòng ngừa
-
Bead lệch/đứt đoạn → robot vision + đào tạo thao tác.
-
Bề mặt nhiễm bẩn → kiểm tra de-wet test.
-
Cure thiếu → kiểm soát môi trường, chọn hệ keo phù hợp khí hậu.
-
Overfill → thiết kế nozzle và giám sát bead geometry.
Tuân thủ đúng quy trình glass bonding chuẩn OEM giúp nhà máy:
-
Đảm bảo an toàn va chạm.
-
Tăng độ bền & chống ồn/rung.
-
Tối ưu hiệu suất dây chuyền.
AE-TECH cung cấp giải pháp keo dán kính ô tô từ Dow, DuPont, Huitian, kèm hỗ trợ kỹ thuật và đào tạo tại chỗ.
Liên hệ ngay để nhận tư vấn & giải pháp glass bonding đạt chuẩn quốc tế cho nhà máy của bạn.

